
Tosi Giacomo
Classe: 5^B Settore Tecnico
Indirizzo Meccanica e Meccatronica
Specializzazione Meccatronica
LA MANUTENZIONE ORDINARIA DELL’ARMAMENTO
FERROVIARIO E MACCHINE OPERATRICI:
- RINCALZATRICE FERROVIARIA
- PROFILATRICE FERROVIARIA

INTRODUZIONE
la manutenzione ordinaria dell’armamento ferroviario serve per garantire il corretto transito dei treni lungo i binari correggendo due tipi diversi di errori dovuti al cedimento della massicciata su cui è adagiato il binario. La manutenzione è quindi mirata al riposizionamento del binario alla sua posizione corretta, basandosi su due diversi caratteri geometrici:
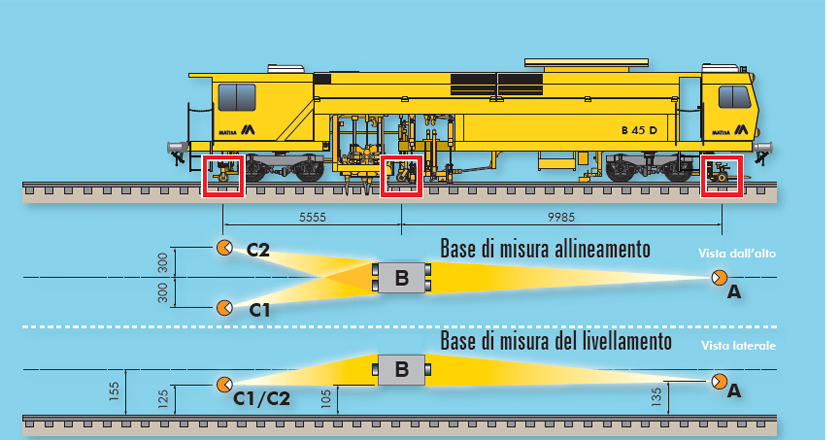
-L’ALLINEAMENTO è l’operazione che fa assumere al binario il corretto tracciato (andamento planimetrico). Esso consiste nell’allineare le rotaie nei rettifili e nel dare loro l’esatta configurazione nei raccordi parabolici e nelle curve circolari. L’allineamento è rilevato servendosi di veicoli speciali dotati di attrezzature e sistemi di rilevamento. Deve essere misurato per entrambe le rotaie.
-LIVELLAMENTO è l’operazione che fa assumere al binario il corretto tracciato altimetrico. Esso consiste nel livellare il binario, cioè fare assumere alle livellette a pendenza costante che si sviluppano longitudinalmente secondo la direzione delle rotaie, l’esatta configurazione altimetrica, tanto longitudinale quanto trasversale. L’operazione di livellamento prende come riferimento due punti che siano in posizione sicuramente corretta e da essi viene modellata la posizione del binario nello spazio.
LE MACCHINE UTILIZZATE PER LA MANUTENZIONE
L’operazione di manutenzione viene eseguita quando si interrompe il transito ordinario dei treni, il convoglio
è composto da due diverse macchine:
-LA RINCALZATRICE FERROVIARIA: macchina usata per il riposizionamento del binario al livello corretto e restituendogli
il corretto allineamento con i dati ferroviari teorici. Per compiere tali operazioni è dotata di una
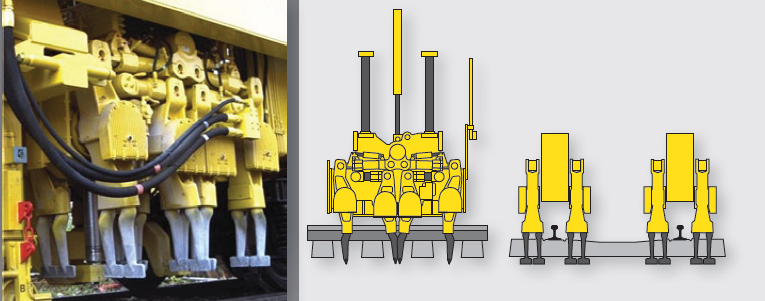
pinza che agganciando la rotaia la può riposizionare alla posizione voluta e di un gruppo forza che agendo
sulla massicciata di pietrisco, ad ogni traversina, gli fornisce la struttura per sostenere il binario nella posizione
corretta. Gli interventi eseguiti dalla macchina vengono eseguiti da un sistema oleodinamico gestito
da una serie di sistemi di visione ottici ad anello chiuso che confrontano continuamente la posizione reale del
binario con quella richiesta per il corretto transito dei treni.
Sono macchine pesanti che dispongono di un motore che può erogare una potenza che varia dai 350/440KW, un convoglio, se dotata di rimorchio, può arrivare a pesare anche 85 tonnellate. La macchina dispone di due serbatoi: uno per il carburante che può essere anche di 2000 litri per garantire l’autonomia della macchina durante la trasferta; un serbatoio per l’olio idraulico del circuito che può contenere 850 litri. Il sistema idraulico altre al gruppo forza controlla la trasmissione della macchina: disponendo di un cambio marcia idraulico e dei freni, sia di stazionamento che del freno da linea. Un discorso diverso va affrontato riguardo la velocità: la velocità di trasferta è di massimo 100 Km/h, men¬tre le prestazioni di lavoro vengono espresse in m/h, il rendimento è influenzato dal numero teste, che dispone la macchina: ogni testa tratta una traversina singolarmente, questo significa che una macchina che dispone di 2 teste può velocizzare il lavoro perché dimezza gli interventi.
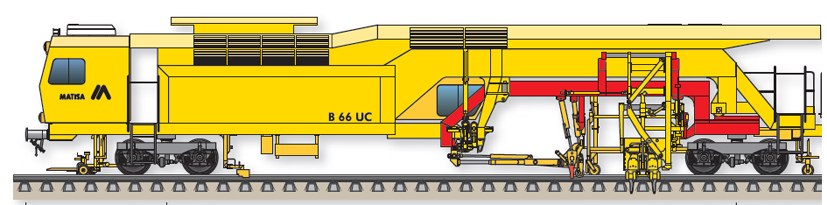
In immagine: macchina con doppia testa: tratta due traversine alla volta a (32 martelli) (Matisa unità D)
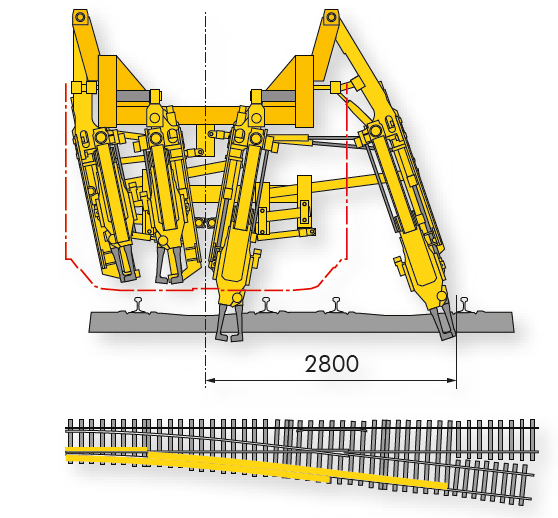
In immagine: dimostrazione dello spostamento laterale per la rincalzatura della deviata di uno scambio

In immagine: i rulli che agganciano la rotaia per il suo spostamento in posizione corretta
Link per la vedere il veicolo reale al lavoro:
https://www.youtube.com/watch?v=XC0mY7O9pEQ
(B 66 UC MATISA / Destia-MVH) – MATISA Matèriel Industriel S.A.
-LA PROFILATRICE FERROVIARIA: macchina usata per la distribuzione del pietrisco, se la massicciata ne è sguarnita, utilizzando una propria tramoggia collegata ad una serie di canali di scolo per la gestione mirata della distribuzione del pietrisco necessario per la successiva rincalzatura. Un’altra funzione svolta dalla profilatrice ferroviaria è, dopo la rincalzatura, la redistribuzione del pietrisco lungo il sito di intervento con l’ausilio di una serie di vomeri, uno centrale e due laterali, che spingono e direzionano il pietrisco in eccesso nella posizione più appropriata lungo la linea ferroviaria.

In immagine: La profilatrice mentre si occupa della distribuzione del pietrisco lungo la linea ferroviaria
Link per la vedere il veicolo reale al lavoro:
https://www.youtube.com/watch?v=SGwSC6P5GaQ
(R 21 MATISA / J. HUBERT) - MATISA Matèriel Industriel S.A.
CICLO DI LAVORO
-Individuazione della posizione del livello longitudinale e trasversale del binario: la macchina (rincalzatrice) percorre il tratto interessato dalla manutenzione e rileva la reale posizione del binario nello spazio che l’ausilio dei sistemi di visione del binario che ne definisce l’andamento altimetrico e planimetrico.
-Sollevamento e sostegno del binario in posizione corretta: la rincalzatrice come primo intervento posizione il binario nella posizione corretta indicata dalla precedente misura (Livellamento). Durante la fase di sollevamento può anche essere richiesto l’intervento della profilatrice che compensa la possibile mancanza di pietrisco nella massicciata.
-Rincalzatura di tutti gli appoggi: la rincalzatrice successivamente rettifica il lavoro precedentemente eseguito rincalzando ogni traversina per eliminare ogni possibile cavità del pietrisco e riequilibrandone la struttura e uniformandola.
-Allineamento del binario: solamente quando la rincalzatrice ha effettuato la necessaria manutenzione alla massicciata si può occupare nel restituire al binario il suo tracciato planimetrico iniziale.
MODELLINO DI TRENO PER LA MANUTENZIONE ORDINARIA DEL ARMAMENTO FERROVIARIO
Il modellino è una rappresentazione in scala 1:450 di un convoglio che comprende una rincalzatrice e una profilatrice per la manutenzione ordinaria dell’armamento e della massicciata. Presenta una rincalzatrice universale a medio rendimento dotata di due unità di rincalzatura, adatte a trattare la deviata di uno scambio, pinza combinata singola, carrello di misura periferico per l’esecuzione della scansione della linea. La profilatrice presenta un sistema per la regolazione dell’apertura della tramoggia, vomeri laterali e nastro centrale per la distribuzione del pietrisco e spazzole per la pulizia della rotaia.
È realizzato con l’uso dei mattoncini Lego con la componentistica elettrica e pneumatica fornita dalla stessa fabbrica danese. Presenta un sistema pneumatico indipendente da fonti esterne e una trasmissione che interessa tutti i 5 carrelli che prendono il movimento dallo stesso asse. La pinza combinata dispone di due assi di movimento per la regolazione del livellamento e allineamento del binario.
 In immagine: Il modellino in scala 1:450
In immagine: Il modellino in scala 1:450
Il modellino è dotato di 6 motorini (motore M), 2 motori più performante (motore XL) e un servo motore che compie archi di rotazione, tutti i tipi prendono l’alimentazione da un porta batteria che contiene 6 pile AA da 1,5V. A completare il circuito elettrico di sono 5 interruttori per sezionare le linee di alimentazione e attivare varie funzioni, 3 ricevitori a raggi infrarossi per controllare 6 funzioni del modelli con l’apposito telecomando, 6 luci LED. Per poter disporre di un maggior numero di funzioni e non appesantire eccessivamente la struttura il moto di certi motori viene sezionato da innesti a denti tristabili che forniscono un posizione di riposo e due di forza per alimentare due differenti funzioni, il controllo degli innesti è manuale.
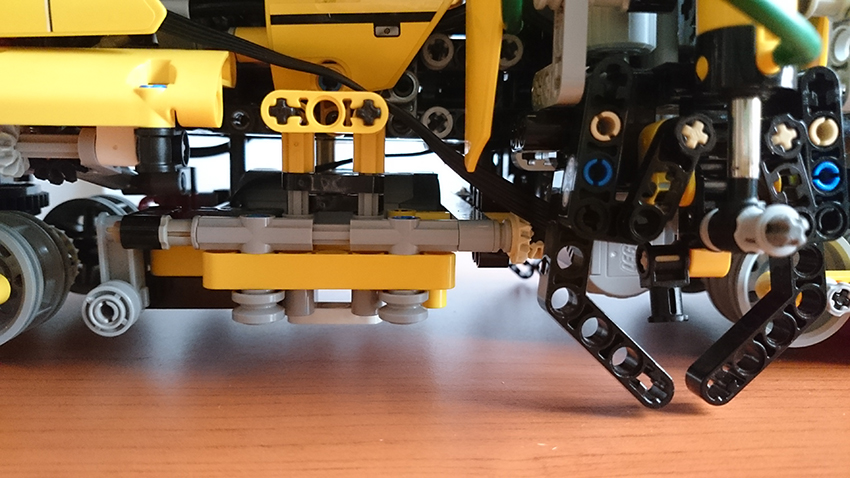
TRASMISSIONE
Per la riduzione del moto e la sua trasmissione si usano coppie di ruote dentate o accoppiamento ruota-vite senza fine, si utilizzano vari tipi di ingranaggi, tutti a denti dritti, che permettono vari rapporti di ingranaggio, con un calo considerevole del numero di giri si ottengono 7.2 Nm ad ogni asse dei carrelli.
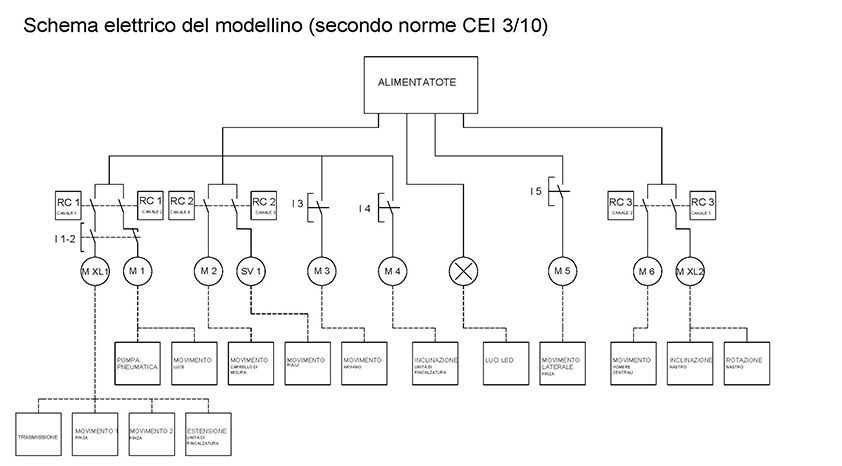
In immagine: Lo schema elettrico del modellino

Motore M: dispone di una coppia (massima) di 40mNm (300mA) e compie 380 rotazioni al minuto, normalmente l’assorbimento è di 150mA

Motore XL: dispone di una coppia (massima) di 90.4mNm (600mA) e compie 220 rotazioni al minuto, normalmente l’assorbimento è di 300mA

Servo-motore: è un motore ad asse passante, l’asse può ruotare di 90 gradi, sia in senso orario che antiorario. Il moto¬re dispone di una coppia (massima) di 250mNm (300mA)ed il tempo impiegato per compiere la semi-rotazione è di 0.25 secondi, normalmente la corrente di assorbimento è di 150mA
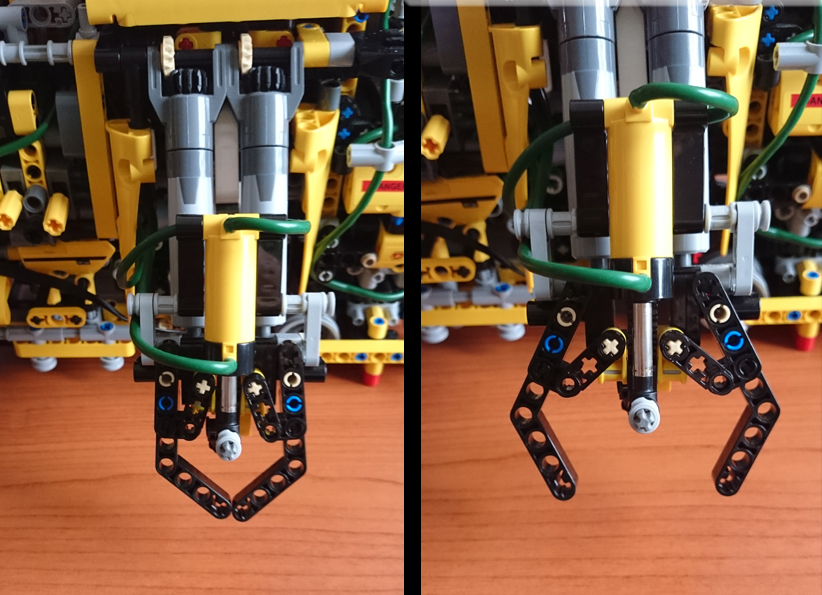
 In immagine: la pinza dotata dei rulli per agganciare la rotaia, la pinza è controllata da tre diversi motori: il servomotore controlla l’apertura e l’aggancio dei rulli, un motore M controlla attraverso due attuatori lineari il livellamento del binario e un altro motore M controlla l’allineamento del binario sempre con un attuatore lineare.
In immagine: la pinza dotata dei rulli per agganciare la rotaia, la pinza è controllata da tre diversi motori: il servomotore controlla l’apertura e l’aggancio dei rulli, un motore M controlla attraverso due attuatori lineari il livellamento del binario e un altro motore M controlla l’allineamento del binario sempre con un attuatore lineare.
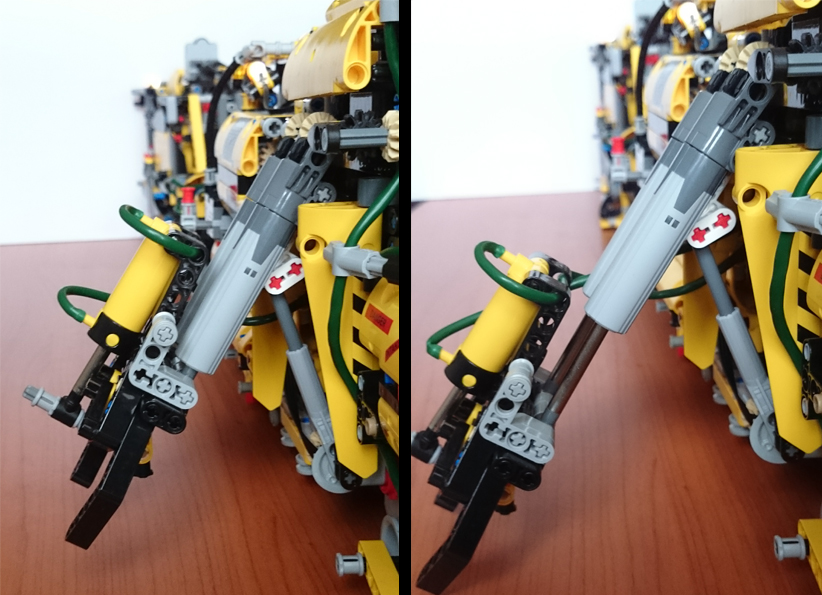
In immagine: estensione dell’unità di rincalzatura per conficcare i martelli nella massicciata, tramite due attuatori lineari controllati del motore XL1
RADIO CONTROLLO
Permette di controllare il modellino da remoto, è un sistema ad infrasonori ed è composto da un ricevitore e da un telecomando, il radio controllo dispone di 4 canali di comunicazione, ogni emettitore può gestire 2 canali. I canali possono funzionare simultaneamente senza che si verifichino sovrapposizioni di segnale.
SISTEMA PNEUMATICO
Il convoglio dispone di un sistema pneumatico indipendente alimentato di 2 pompe manuali e di un compressore collegato al motore M1, l’aria compressa viene accumulata in un serbatoio che ne uniforma la pulsazione, successivamente viene gestita da quattro valvole 4-3 tristabili manuali per l’erogazione ai quattro pistoni pneumatici che regolano altrettante funzioni:
1. Posizionamento del carrello di misura periferico
2. Posizionamento dei vomeri laterali della profilatrice
3. Chiusura martelli unità di rincalzatura1
4. Chiusura martelli unità di rincalzatura2
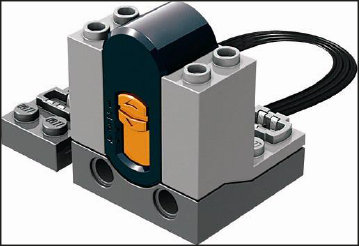
In immagine: il controllo dell’apertura e chiusura dei martelli dell’unità di rincalzatura è effettuata da un attuatore pneumatico
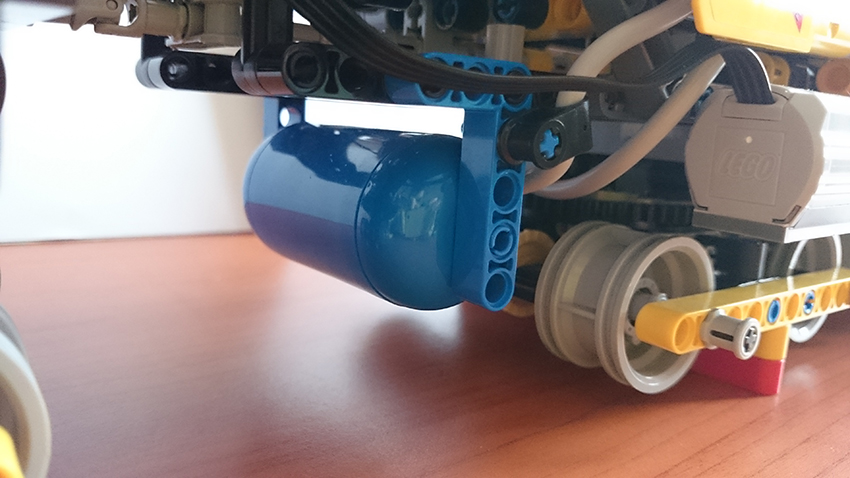
In immagine: il serbatoio usato dal sistema pneumatico per accumulare l’aria messa in pressione dal compressore e dalle pompe manuali
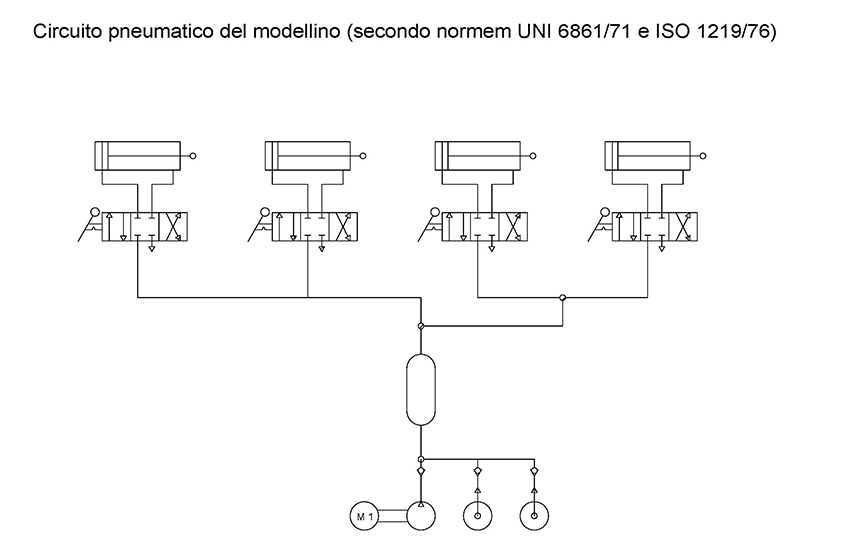
In immagine: schema pneumatico del modellino
Video del progetto:
In video si può vedere (in sequenza):
1) Una breve panoramica del modellino
2) Il movimento sincrono di tutti i carrelli movimento del modellino
3) Il livellamento ideale del binario eseguito dalla pinza, con aggancio delle rotaia da parte dei rulli
4) Rincalzatura della deviata ideale di uno scambio
5) L’allineamento ideale del binario eseguito dalla pinza
6) Il posizionamento del carrello di misura per il controllo del lavoro eseguito
7) Il funzionamento dimostrativo di una sezione del motore del modellino
8) Il funzionamento del verricello di traino
9) La distribuzione del pietrisco lungo il binario da parte della profilatrice
10) Il movimento dei vomeri laterali per lo spargimento del pietrisco lungo il binario
11) Panoramica e luci del modellino